
Plastic ultrasonic welding is a joining technique that uses high-frequency vibratory energy to create a solid-state bond between plastic components. But how does the welding equipment work, and which sectors can benefit most from its application?
What is ultrasonic plastic welding?
Ultrasonic welding (USW) involves converting high-frequency electrical energy into high-frequency mechanical motion, which, along with applied force, creates frictional heat at the plastic components' mating surfaces. This heat causes plastic material to melt, forming a molecular bond between the parts.
Which industries use ultrasonic plastic welding?
This technique is widely employed by manufacturers who require solid and consistent bonds in their plastic products without the use of screws, adhesives and solvents. It's essential in industries where precision and strength of seals are paramount, such as in the production of medical devices, automotive components, agtech, and consumer electronics.
But how does the ultrasonic welding process work?
Here are the key components and process elements involved in plastic ultrasonic welding:
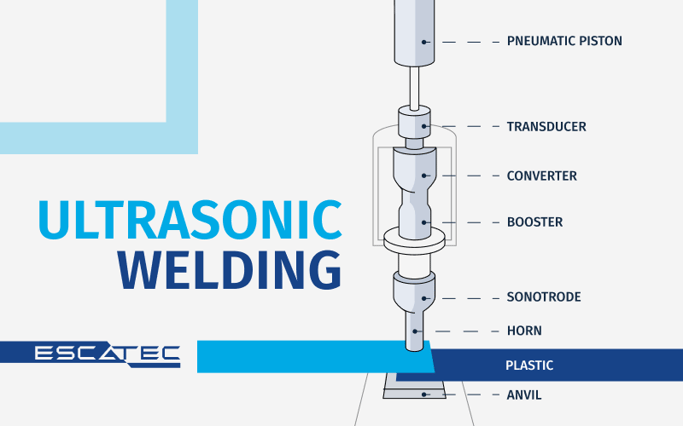
Key parts of ultrasonic welding equipment
Transducer
Converts high-frequency electrical signals into mechanical vibrations. It usually uses piezoelectric crystals or magnetostrictive materials.
Sonotrode or Horn
Transmits the ultrasonic vibrations to the parts to be welded. It's designed specifically for the application, considering the shape and size of the parts.
Anvil or Fixture
Holds the parts in place during the welding process. It's designed to match the contours of the parts and can also focus the ultrasonic energy.
Booster: Modifies the amplitude of the vibrations. It can either increase or decrease the amplitude, depending on the requirements of the welding process.
Controller: Manages the welding process by controlling the duration, pressure, and amplitude of the ultrasonic vibrations.
What is the ultrasonic welding process?
Preparation
The plastic parts to be joined are placed in the fixture or anvil, ensuring proper alignment.
Actuation
The sonotrode is brought into contact with the upper part. The controller activates the transducer to start the ultrasonic vibrations.
Application of ultrasonic energy
The vibrations are transmitted through the sonotrode to the interface of the two parts. The friction at the interface generates heat, which melts the plastic.
Melting and Bonding
The localised melting allows the parts to fuse together. The pressure applied helps in creating a strong bond.
Cooling and Solidification
After a predetermined time, the ultrasonic energy is stopped, and the parts are held under pressure to cool and solidify, forming a strong weld.
Release
Once the welded assembly has cooled and solidified, it is removed from the fixture.
What can go wrong in the ultrasonic welding process?
Equipment must be well maintained and properly configured to create durable and effective welds. The quality risks from improper set-up of equipment and execution of the process can include:
Overwelding
- Excessive energy application can lead to larger-than-intended welds.
Underwelding
- Insufficient energy application resulting in incomplete weld coverage.
- Welding for too short a time or with too low amplitude.
- Loss of energy into the fixture, contamination, or incorrect part placement.
Inconsistent Part-to-Part Welds:
- Variability in weld quality across different parts resulting in patchy quality.
- Issues with cleaning, welder maintenance or part design.
Marking
- Surface finish issues due to setup or process errors.
- Misalignment, excessive energy director size, or overheating of the horn.
Flash
- Excess plastic at the joining point affecting surface quality.
- Caused by overlong welding, large energy directors, or poor joint design.
Misalignment
- Post-welding assembly misalignment, often leading to scrapping.
- Incorrect part alignment, insufficient fixture support, or part inconsistencies.
Internal Component Damage
- Damage to internal parts due to excessive energy or improper mounting.
- Occurs if internal components are made of the same material as the housing.
Melting or Fracture of Parts
- Excessive melting or part fracture, leading to unusability.
- Over-application of energy or issues in part molding and design.
Advantages of ultrasonic welding
Plastic ultrasonic welding has many advantages over traditional methods:
Energy efficiency
Firstly, welding takes place at lower temperatures than other methods, so manufacturers don't have to use large amounts of fuel or energy to achieve high temperatures. This aspect not only makes the process more cost-effective but also faster and safer.
Precision and control
Ultrasonic welding allows for greater precision and control over the welding process. This is crucial in applications where the dimensions and strength of the weld are critical.
Versatility
It can be used with a wide range of plastic materials, including those that are difficult to weld using traditional methods. This versatility opens up a broader range of applications.
No need for external materials
Unlike traditional welding, ultrasonic welding does not require solvents, adhesives, or other external materials, which can be costly and potentially harmful to operators and the environment.
High production speeds
The process is much faster than traditional methods, making it ideal for high-volume production. This speed does not compromise the quality of the welds.
Suitable for complex geometries
Ultrasonic welding can be effectively used for parts with complex geometries that might be challenging for other welding methods.
What are its limitations?
Material restrictions
Works best with thermoplastics and may not be suitable for all types of plastics.
Joint design
Requires specific joint design for effective welding.
Thickness Limitation
More effective with thin to medium-thickness materials.
Why you need specialist support
Specialist component manufacturing requires specialist equipment, and as a result demand for support with plastic ultrasonic welding is growing.
In sectors where manufactured equipment must function reliably in extreme conditions, ultrasonic plastic welding is key to protecting components - and controlling the risk of product failure.
Who needs ultrasonic plastic welding?
Medical devices developers
The medical sector, known for its stringent requirements, employs ultrasonic welding in the assembly of blood filters and surgical instruments. This method ensures leak-free connections in blood filters and enables the creation of precision instruments with tight tolerances and smooth surfaces, crucial for patient safety and effective medical procedures.
Agtech innovators
In agricultural machinery assembly, ultrasonic welding is used to join vital plastic components. This method provides a strong bond that can endure the mechanical stress and exposure to cold, wet, heat, mud and dust - typical in agricultural settings. It's particularly beneficial for parts that require a high degree of precision and strength, such as housings for electronic components in machinery or durable panels and covers that protect sensitive parts of the equipment.
Conclusion
From farming machinery to delicate medical devices, access to ultrasonic welding capabilities for plastics is a must for many OEMS. Still, the specialist equipment required is expensive and needs correct handling to produce results of the required quality.
When you’re looking to outsource production of components, you need access to an array of specialist machines, from USW kit, to injection molding machinery and conformal coating equipment. They are necessary to protect and ruggedise your electronics to meet standards and perform ever more critical functions in ever more challenging environments.
